22.04.2025
1 хв
758
FDM-друк давно перестав бути екзотикою й активно використовується як у хобі-проєктах, так і в інженерних завданнях. Водночас саме вибір філаменту часто визначає, чи буде результат передбачуваним і стабільним. Матеріали відрізняються не лише міцністю чи температурною стійкістю, а й поведінкою під час друку, вимогами до обладнання та умов зберігання. У цій статті розглядаються ключові властивості популярних філаментів для FDM-друку та підходи до їх порівняння.

Перш ніж переходити до порівнянь, варто коротко пригадати базові речі. Щоб адекватно оцінювати характеристики матеріалів, потрібно хоча б загально розуміти, що саме за ними стоїть. Без зайвого занурення в теорію, але з необхідним мінімумом — поїхали розбиратися.
Тут не буде надмірної наукової термінології й повного переліку всіх можливих параметрів. Розглядаються лише ті характеристики, які на практиці справді мають вирішальне значення. Якщо щось залишилося поза увагою — це завжди можна доповнити під час обговорення.
Увага: далі буде кілька розділів із поясненням базових термінів. Для тих, хто вже має серйозний досвід у 3D-друці, ця частина може здатися надто очевидною. У такому разі можна одразу перейти до потрібного розділу за змістом. Але для новачків або для тих, хто хоче переконатися, що всі терміни трактуються однаково, цей вступ буде корисним.
Механічні характеристики безпосередньо визначають, як надрукований виріб витримує навантаження у реальних умовах. Важливо враховувати, що під час випробувань 3D-друкованих зразків на результат істотно впливає орієнтація шарів — горизонтальна або вертикальна.
Навіть на навчальних прикладах добре видно, наскільки критичною є ця різниця. Зразки, надруковані з різною орієнтацією шарів, демонструють помітно відмінну поведінку під навантаженням, що яскраво показує анізотропну природу FDM-друку. Саме тому порівнювати матеріали без урахування цього чинника — помилка.
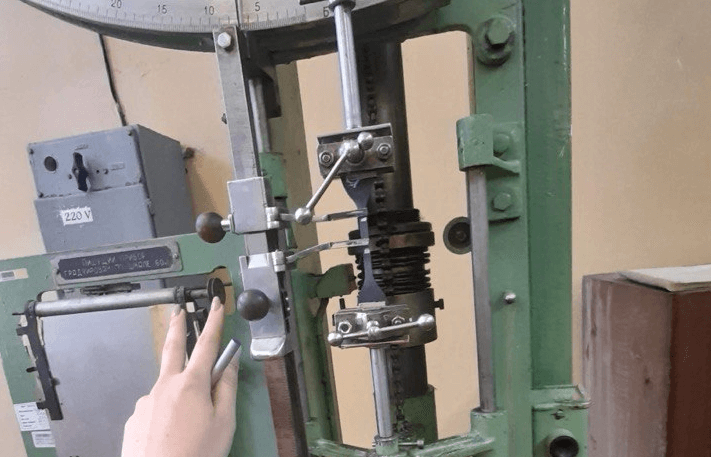
Міцність на розтяг показує, яке напруження необхідно прикласти, щоб матеріал зруйнувався. Цей параметр дає уявлення про те, наскільки деталь здатна витримувати розтягувальні навантаження без розриву.
Ось приклад такого випробування (випробовували і матеріал, і лаборанта):
Модуль пружності визначає, наскільки матеріал чинить опір деформації. Високий модуль означає, що матеріал твердий (наприклад, ABS), як погляд навчитися на мій диплом. Низький — матеріал гнучкий (той самий TPU), як моя відповідь на непоставлене запитання «Що це за водія на 60 сторінок була в попередній статті?».
Ударна в’язкість характеризує здатність матеріалу поглинати енергію удару без руйнування. Крихкі матеріали (PLA) ламаються, в’язкі (Nylon, ABS) – деформуються і виявляють гнучкий підхід до роботи.
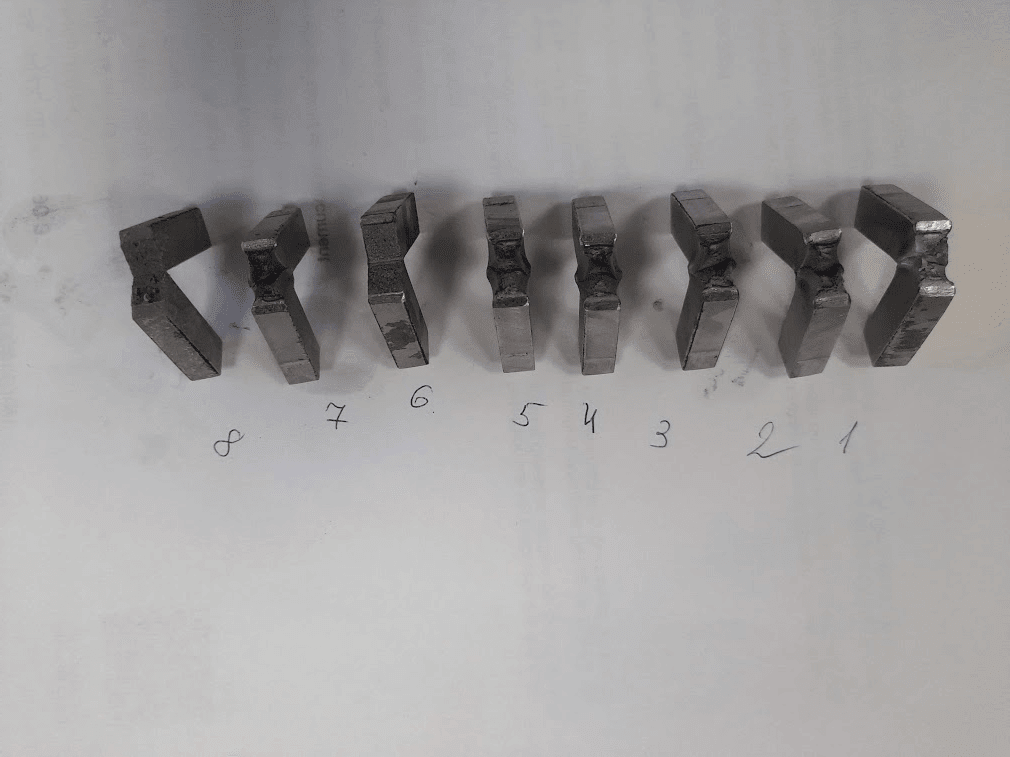
Ось приклад того, як виглядають металеві зразки після випробування на ударну в’язкість по Шарпі:
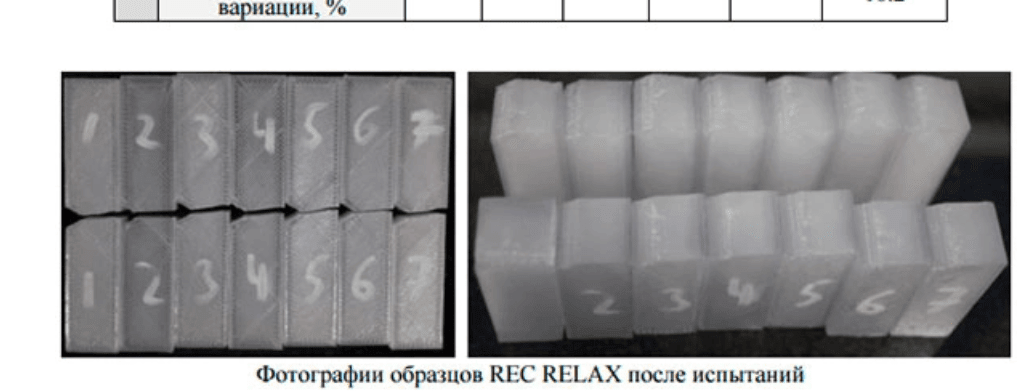
А ось так уже зразки філаментів:
Еластичність , ну або пружність , якщо завгодно – це здатність матеріалу розтягуватися і повертатися до вихідної форми.
З основних залишилася твердість – це опір матеріалу місцевої поверхневої деформації. А тут якось був зламаний алмазний індентор про сталеву пластину — світ науки сповнений магії та пояснень у стилі «напевно, був внутрішній дефект».
Температура друку — це діапазон градусів, при якому пластик милостиво погоджується розплавитися до придатного для друку стану, а не безвільно витекти або застрягти по дорозі на волю. Вгадали – отримайте деталь. Не вгадали — ось вам привід закотити очі з думкою «так бліїн, знову» і вирушити чистити екструдер або віддирати щось аморфно-негарне від столу.
Термостійкість – здатність деталі сподобати зберігати форму і механічні властивості при тривалому впливі високих температур, а не розвалитися в ностальгії за колишніми часами.
Усадка – супер-пупер-важливий показник, якщо вам важливо потрапити в розміри деталі. Наскільки матеріал стискається при охолодженні? Відомо тільки богу та виробнику, проте ви будете на крок попереду, якщо розумієте загальну тенденцію щодо різних матеріалів. Наприклад, висока усадка у ABS – головна причина короблення та відшарування моделі від столу.
Гігроскопічність – це здатність вбирати вологу з повітря і ставати непристойно для друку. Висока гігроскопічність змусить вас плакати і вбере ваші сльози, так що звертайте увагу на цей показник при зберіганні котушок, щоб уникнути розплати за безтурботність та переплати через купівлю нових розхідників. Загалом краще зберігати філаменти в герметичних контейнерах або вакуумних пакетах із силікагелем, а якщо є особливий душевний порив або виробнича необхідність, то можна розщедритися на скромне сушіння або навіть сушильну шафу.
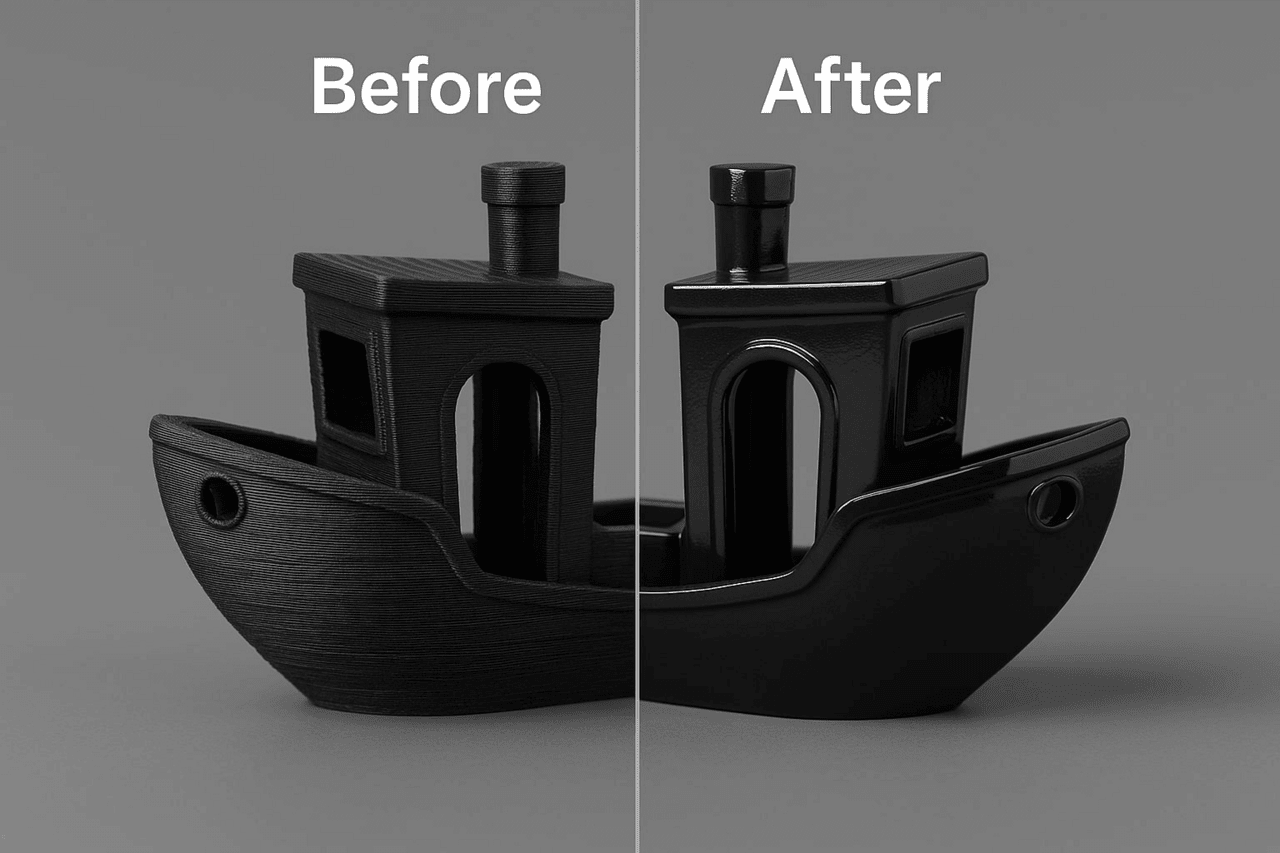
Стійкість до хімічних впливів – здатність не розчинятися в моменті, як баунті під дією розчинників, олій, кислот, лугів. Наприклад, ABS розчиняється в ацетоні, чим радує друкарів, яким не потрібна хімічна стійкість, але важлива якість поверхні у деталі. Ацетоном можна вирівнювати шаруватість та нерівності. Ось такий приклад із 3DBenchy:
УФ-стійкість визначає, чи можна матеріалу летіти до Єгипту без SPF або не варто (до речі, подумайте двічі і ви). Ультрафіолет сприяє руйнуванню та вицвітанню під впливом сонячного світла (ASA має високу УФ-стійкість, а ABS — низьку).
Біорозкладальність або здатність думати про майбутнє підростаючого покоління — це здатність матеріалу розкладатися. І це головна перевага PLA.
Адгезія до столу – магія, що визначає, чи залишиться ваш перший шар мирно лежати, або він вирішить вирушити в самостійну подорож по кімнаті, загорнувшись в килимок із соплів пластику. Ідеальна адгезія – коли після друку ви з ризиком для деталі та столу намагаєтеся її віддерти, тож тут важливий баланс. Існує велика кількість різноманітних лайфхаків та засобів для покращення адгезії, але це вже зовсім інша історія.
Якщо адгезія занадто слабка, то деталь просто відірветься разом із вашими останніми нервовими клітинами і через кілька годин друку ви отримаєте приблизно таке:
Адгезія шарів – зворушлива здатність шарів пластику терпіти один одного, їй не навчить жоден тимбілдінг. При низькій адгезії шари поводяться як сусіди в комуналці: начебто поруч, але при першому ж навантаженні дружно кричать: «Я його не виношу! Ану відійди на три метри, чернь!».
Стрингінг (ну чи «волосся») — це схильність до утворення тонких ниток пластику між деталями моделі, характерна для PETG. В цілому це впливає в основному на естетику (хоча велика кількість таких волосин може свідчити про неправильний вибір температури друку) і фіксується обробкою гарячим повітрям (запальничкою або тепловим пістолетом). У важких випадках – безжальною механічною постобробкою з використанням кусачок, канцелярського ножа та іншої холодної зброї. Як завершальний етап можна підшліфувати постраждалі зони, щоб підвищити якість поверхні.
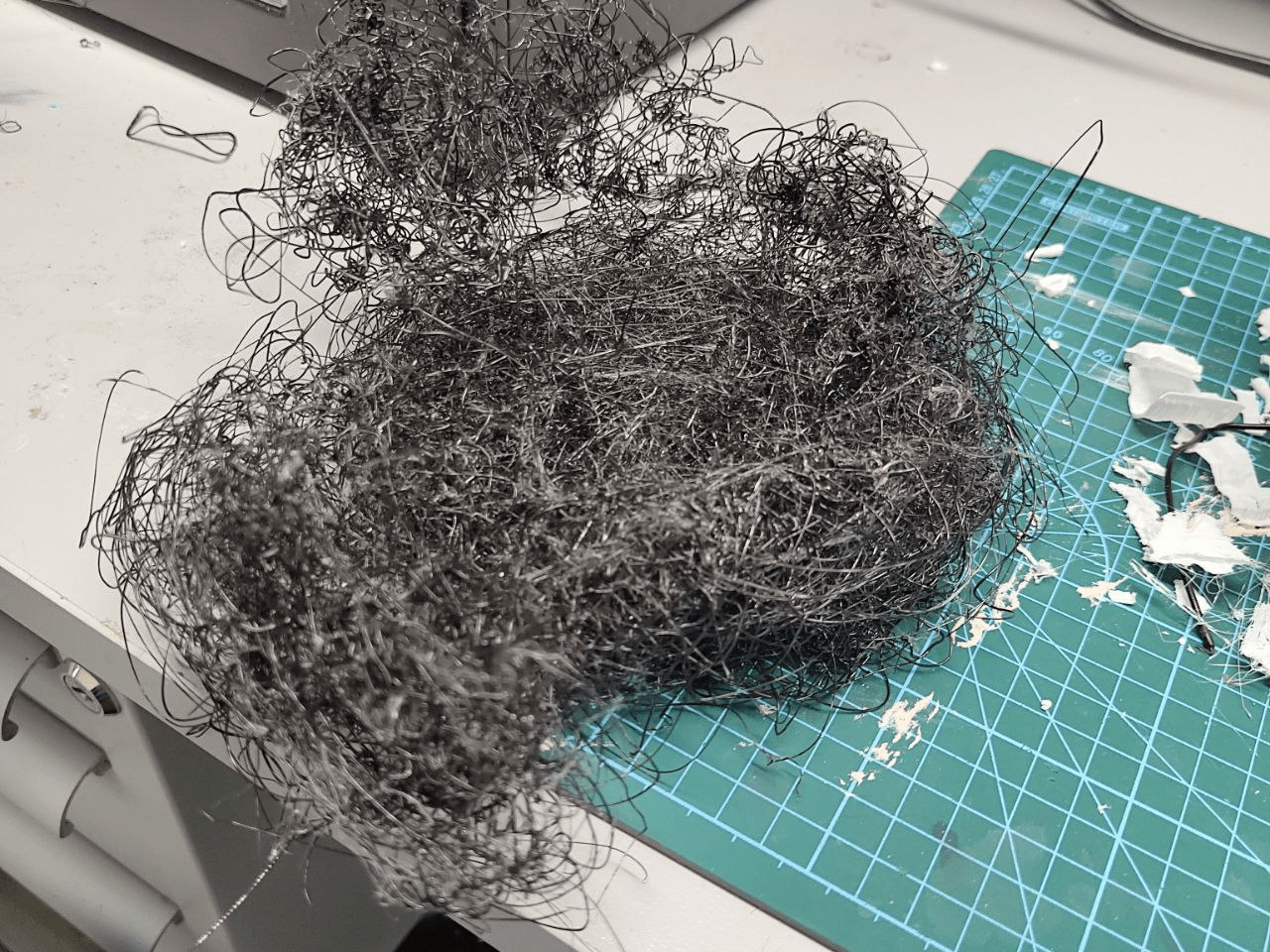
Ось приклад ситуації, де кілька помилок під час друку привели до стрімкого випадання волосся в автора і нарощування волосся у надрукованої деталі (не робіть так, а якщо зробили — подумайте про свою поведінку). До речі, пластикове волосся від такої деталі буде всюди після постобробки.
Необхідність охолодження визначає, наскільки матеріал потребує обдуві вентилятором для формування чітких деталей. Якщо ви довго не можете зрозуміти, що не так з печаткою, можливо проблема саме в ньому. Вгадати з режимом обдування — ключ до того, щоб деталь не виглядала як морозиво, що підтанула.
Прозорість . Просто знайте, що деякі матеріали (PETG, PC) можна друкувати з високим ступенем прозорості.
Харчова безпека . Сподіваюся, вам не спаде на думку є те, що надруковано на 3D-принтері, але все одно пам’ятайте про теоретичну можливість контакту виробу з їжею. Тут важливо розуміти, що навіть харчові філаменти небезпечні для їжі через мікропор у відбитку, де розмножуються бактерії.
Абразивність – це здатність матеріалу зношувати сопло принтера. Чисті пластики не абразивні, але матеріали з добавками (вуглеволокно, скловолокно, метал) вимагають стійкого сопла, оскільки силу тертя при подачі матеріалу ніхто не скасовував, а тертя про абразив — ще задоволення.
О, тут ще варто відзначити, що у деяких пластиків може бути непостійний діаметр прутка, а ви про це дізнаєтеся в самий невідповідний момент. На фото приклад порівняння товщини філаменту з однієї котушки… Ну, ситуація знаходиться виключно в межах похибки))
PLA – без перебільшення, найпопулярніший матеріал у світі аматорського 3D-друку. Це Фродо вашої котушки. Скромний, передбачуваний, дружить із усіма. Він не створений для суворих битв, готовий кинутися грудьми на амбразуру перших проб 3D-друку, але як стане важко, Сем його понесе … ну чи хтось ще.
Різновиди: PLA+, Silk PLA (шовковий, з блиском), Wood PLA (з деревними волокнами), Glow-in-the-Dark (світиться), Metal PLA (з металевою пудрою) та багато інших. PLA+ (або «посилений» PLA) часто має підвищену міцність і ударну в’язкість.
PETG – це компроміс між простотою PLA та міцністю ABS, просто Сем, золота середина Братства. Він не мямля та не воїн, він просто робить свою роботу. Він той, на кого можна покластися на 95% ситуацій. Це практичний малий, який доведе ваш проект до Мордора, навіть якщо залишиться останнім співробітником, що не вигорів.
Також є різні модифікації із додаванням присадок. Наприклад, PETG-E і PETG-CF – це PETG з добавками, що покращують плинність, або армований вуглеволокном для більшої жорсткості.
ABS – це Арагорн. Справжній король-довгожитель, сильний, що пройшов через вогонь та воду, з трохи складним характером. Щоб розкрити його потенціал, потрібно прийняти його з усіма складнощами: він вимагає особливих умов (закритий корпус), а його пари видають у ньому невеликий токсик. Однак, якщо ви доведете свою придатність, він стане вашим найпотужнішим союзником.
Найкраще сонечко цього всесвіту — звичайно, ABS+. Модифікований ABS із зменшеною усадкою та покращеною ударною в’язкістю.
Nylon – це Гімлі. Неймовірно міцний, просто так не помре ідеальний воїн для битви (шестірні, зносостійкі деталі). Але він має фатальну слабкість у вигляді дикої гігроскопічності, а всі знають, що гноми не створені для води.
У нього є цікаві різновиди: Nylon 6, Nylon 66, Nylon 618, Nylon 645. Загалом ще й часто армуються вуглеволокном (Nylon CF) або скловолокном для збільшення жорсткості та термостійкості.
TPU – це гнучкий та еластичний матеріал, що відкриває клас «м’яких» 3D-моделей.
Інакше кажучи, це Леголас. Неймовірно гнучкий, еластичний та витончений. Він рухається із плавністю, недоступною іншим. Друк їм вимагає правильного обладнання (прямий екструдер), інакше його вільна природа візьме гору і ви отримаєте черевиком у потилицю (філамент може забитися в екструдері).
PC – це Боромир. Надзвичайно міцний та термостійкий. Працювати з ним — все одно що сперечатися із самим тестостероном: потрібна неймовірна стійкість, екстремальні умови (високі температури) та закритий корпус, щоб він на Кільце влади не поглядав. Якщо ви йому це не надасте, то від невдоволення він покоробиться і помре смертю хоробрих.
CF і GF – це Пін і Мері. Самі по собі вони милі хлопці, з якими не завжди вітаються за руку, але в парі з більш серйозними матеріалами вони розкривають їхній прихований потенціал, роблячи їх жорсткішими і міцнішими.
Вуглеволокно значно збільшує жорсткість і термостійкість базового пластику, знижує усадку та короблення. Це більш ефективний, але й абразивніший варіант, якому потрібне твердосплавне або сталеве сопло. Скловолокно ж, у свою чергу, збільшує міцність і жорсткість менш абразивно, ніж CF, але і менш ефективно.
Це не самостійні матеріали, а композити на основі нейлону, PLA, PETG чи полікарбонату. А ось приклади матеріалів: PLA-CF, Nylon-CF (найпопулярніший варіант), PC-CF.
Спеціальні матеріали – це Гендальф. Вони задля звичайних битв, а вирішення неможливих завдань магічними засобами. З’являються коли хочуть і де хочуть, важко знайти, легко втратити, неможливо забути.
Ось кілька найпопулярніших спецматеріалів:
PVA (Polyvinyl Alcohol): водорозчинний матеріал-підтримка. Використовується у двоекструдерних принтерах для друку складних підтримок, які потім просто розчиняються у воді.
HIPS (High Impact Polystyrene): схожий на ABS за властивостями, але розчиняється у лимонені (лимонній олії). Також використовується як підтримка ABS.
Flex-матеріали (TPE, TPC): більш м’які та еластичні аналоги TPU.
ASA (Acrylonitrile Styrene Acrylate): схожий на ABS за міцністю та термостійкістю, але має високу стійкість до УФ-випромінювання та погодних умов. Ідеальний для деталей, що постійно знаходяться на вулиці.
Вибір філаменту для 3D-друку — це не про «який краще», а про який підходить саме під конкретне завдання. Механічні, термічні, хімічні та технологічні властивості матеріалу завжди працюють у зв’язці, а ігнорування хоча б одного з цих аспектів майже гарантовано призводить до проблем під час друку або експлуатації деталі.
PLA, PETG, ABS, Nylon, TPU, PC та композити — це не конкуренти, а інструменти з різним характером і призначенням. Розуміння їхніх сильних і слабких сторін дозволяє не тільки отримати якісні відбитки, а й заощадити час, нерви та витратні матеріали. Якщо чітко визначити умови використання деталі й правильно зіставити їх з властивостями пластику, 3D-друк перестає бути лотереєю й перетворюється на передбачуваний та контрольований процес.