22.04.2025
2 min
758
FDM printing has long ceased to be exotic and is actively used both in hobby projects and in engineering tasks. At the same time, it is the choice of filament that often determines whether the result will be predictable and stable. Materials differ not only in strength or temperature resistance, but also in their behavior during printing, requirements for equipment and storage conditions. This article examines the key properties of popular filaments for FDM printing and approaches to their comparison.

Before moving on to the comparisons, it is worth briefly recalling the basics. In order to adequately assess the characteristics of materials, you need to at least have a general understanding of what exactly is behind them. Without delving too much into theory, but with the necessary minimum – let’s go figure it out.
There will be no excessive scientific terminology and a complete list of all possible parameters here. Only those characteristics that are truly crucial in practice are considered. If something is left out, it can always be supplemented during the discussion.
Attention: there will be several sections explaining basic terms. For those who already have serious experience in 3D printing, this part may seem too obvious. In this case, you can immediately go to the necessary section by content. But for beginners or for those who want to make sure that all terms are interpreted the same, this introduction will be useful.
Mechanical characteristics directly determine how the printed product withstands loads in real-world conditions. It is important to consider that when testing 3D printed samples, the result is significantly affected by the orientation of the layers – horizontal or vertical.
Even in educational examples, it is clear how critical this difference is. Samples printed with different layer orientations demonstrate noticeably different behavior under load, which clearly shows the anisotropic nature of FDM printing. That is why comparing materials without taking this factor into account is a mistake.
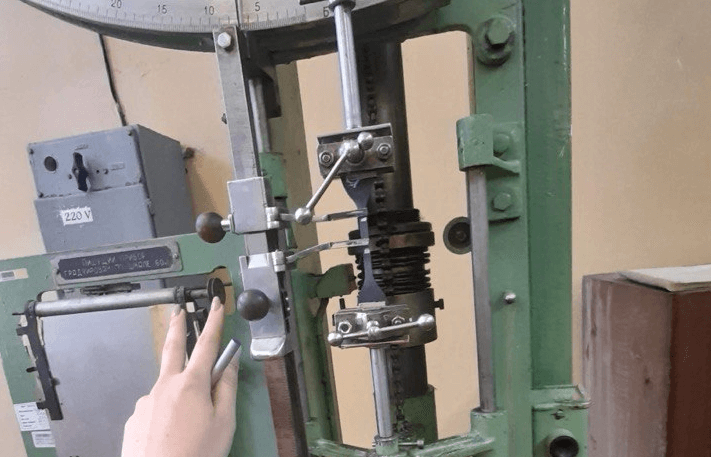
Tensile strength shows how much stress must be applied for the material to collapse. This parameter gives an idea of how much the part is able to withstand tensile loads without breaking.
Here is an example of such a test (both the material and the laboratory assistant were tested):
The modulus of elasticity determines how much a material resists deformation. A high modulus means the material is hard (e.g. ABS), as I learned in my diploma. A low modulus means the material is flexible (the same TPU), as my answer to the unasked question “What kind of driver is this 60-page driver?” was in a previous article.
Impact strength characterizes the ability of a material to absorb impact energy without breaking. Brittle materials (PLA) break, while tough materials (Nylon, ABS) deform and exhibit a flexible approach to work.
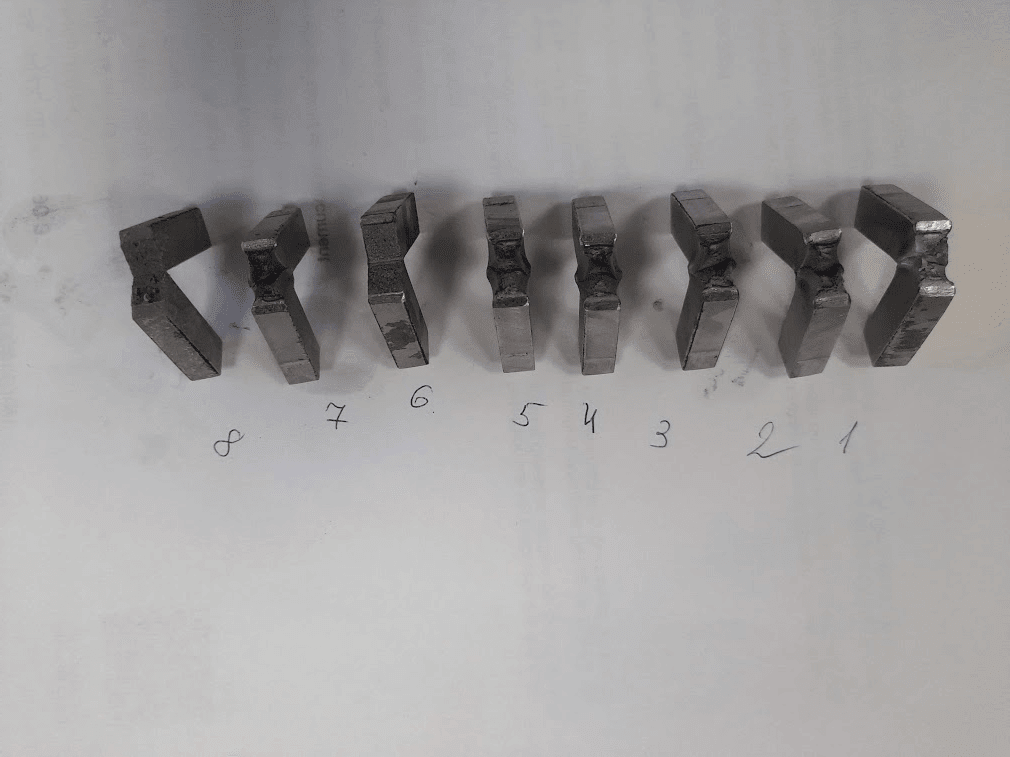
Here is an example of what metal samples look like after a Charpy impact strength test:
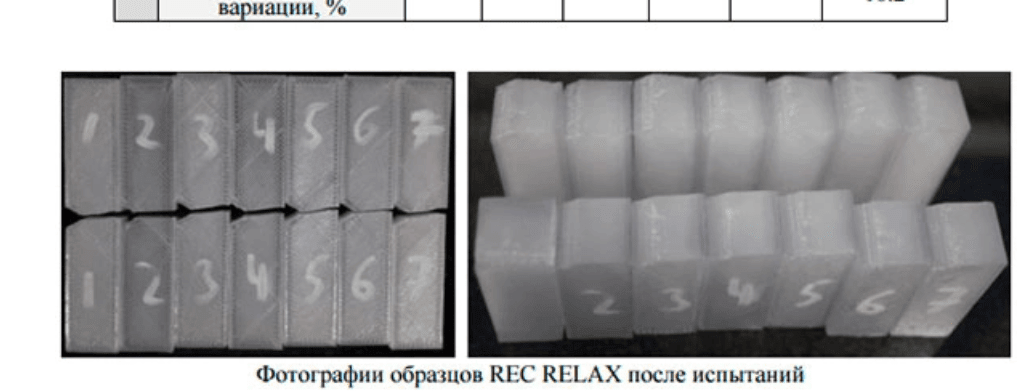
And here are the filament samples:
Elasticity, or elasticity, if you like – is the ability of a material to stretch and return to its original shape.
Of the main ones, hardness remains – this is the resistance of the material to local surface deformation. And here a diamond indenter was somehow broken on a steel plate – the world of science is full of magic and explanations in the style of “probably there was an internal defect.”
Printing temperature is the range of degrees at which the plastic graciously agrees to melt to a printable state, rather than flow out or get stuck on the way to freedom. You guessed it – get the part. You didn’t guess – here’s a reason to roll your eyes with the thought “so bliin, again” and go clean the extruder or tear something amorphous and ugly off the table.
Thermal stability – the ability of the part to maintain its shape and mechanical properties under prolonged exposure to high temperatures, and not fall apart in nostalgia for the old days.
Shrinkage – a super-duper important indicator if it is important for you to get into the dimensions of the part. How much does the material shrink when cooled? Only God and the manufacturer know, but you will be one step ahead if you understand the general trend for different materials. For example, high shrinkage in ABS is the main reason for warping and peeling of the model from the table.
Hygroscopicity is the ability to absorb moisture from the air and become indecent for printing. High hygroscopicity will make you cry and absorb your tears, so pay attention to this indicator when storing spools to avoid paying for carelessness and overpaying for the purchase of new consumables. In general, it is better to store filaments in airtight containers or vacuum bags with silica gel, and if there is a special emotional impulse or production need, you can splurge on a modest drying or even a drying cabinet.
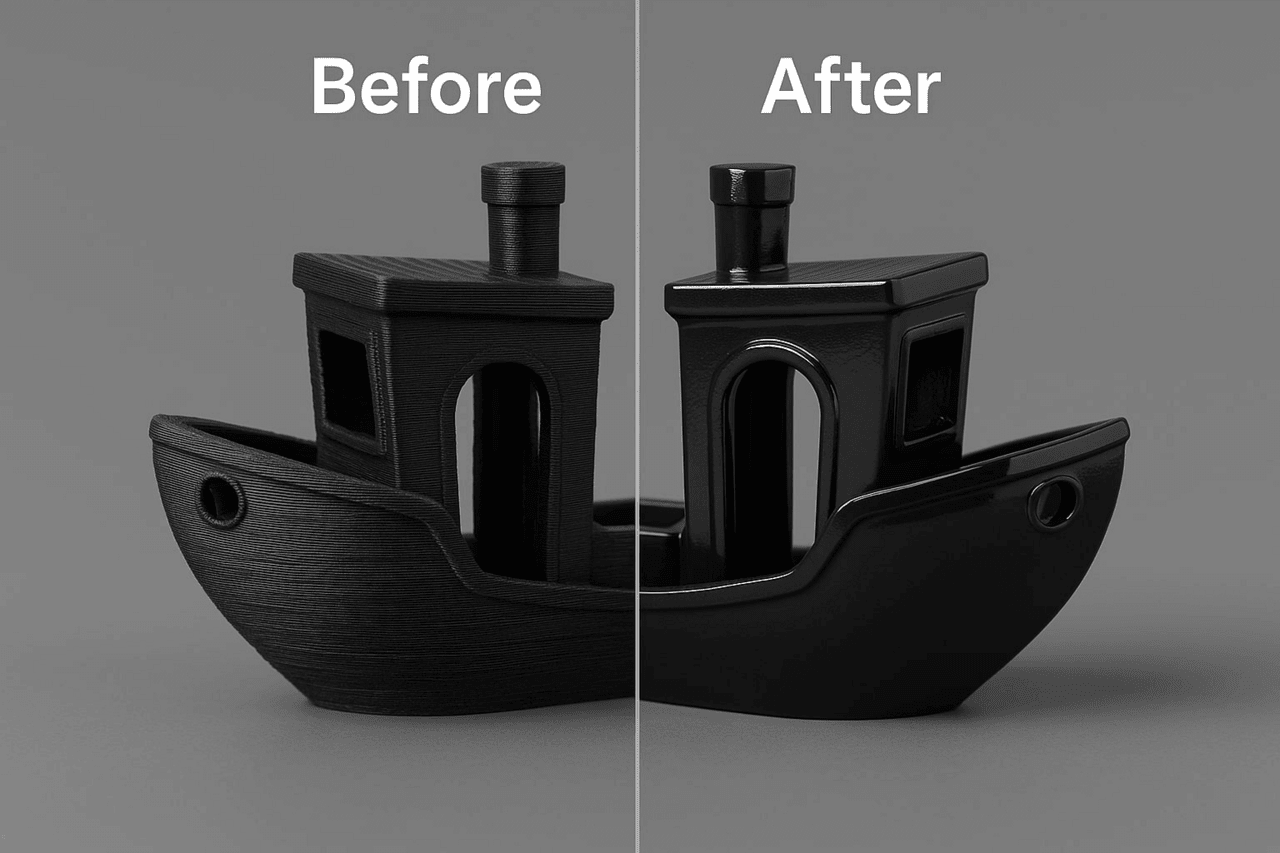
Resistance to chemical influences – the ability not to dissolve instantly, like a bounty under the influence of solvents, oils, acids, alkalis. For example, ABS dissolves in acetone, which pleases printers who do not need chemical resistance, but the quality of the surface of the part is important. Acetone can be used to level out layering and irregularities. Here is an example from 3DBenchy:
UV resistance determines whether a material can be flown to Egypt without SPF or not (by the way, think twice about it too). Ultraviolet contributes to the destruction and fading under the influence of sunlight (ASA has high UV resistance, while ABS has low).
Biodegradability or the ability to think about the future of the growing generation is the ability of the material to decompose. And this is the main advantage of PLA.
Adhesion to the table is the magic that determines whether your first layer will remain peacefully lying or it will decide to go on an independent journey around the room, wrapped in a mat of plastic nozzles. Perfect adhesion is when after printing you try to peel it off at the risk of the part and the table, so balance is important here. There are a large number of various life hacks and means to improve adhesion, but that’s a completely different story.
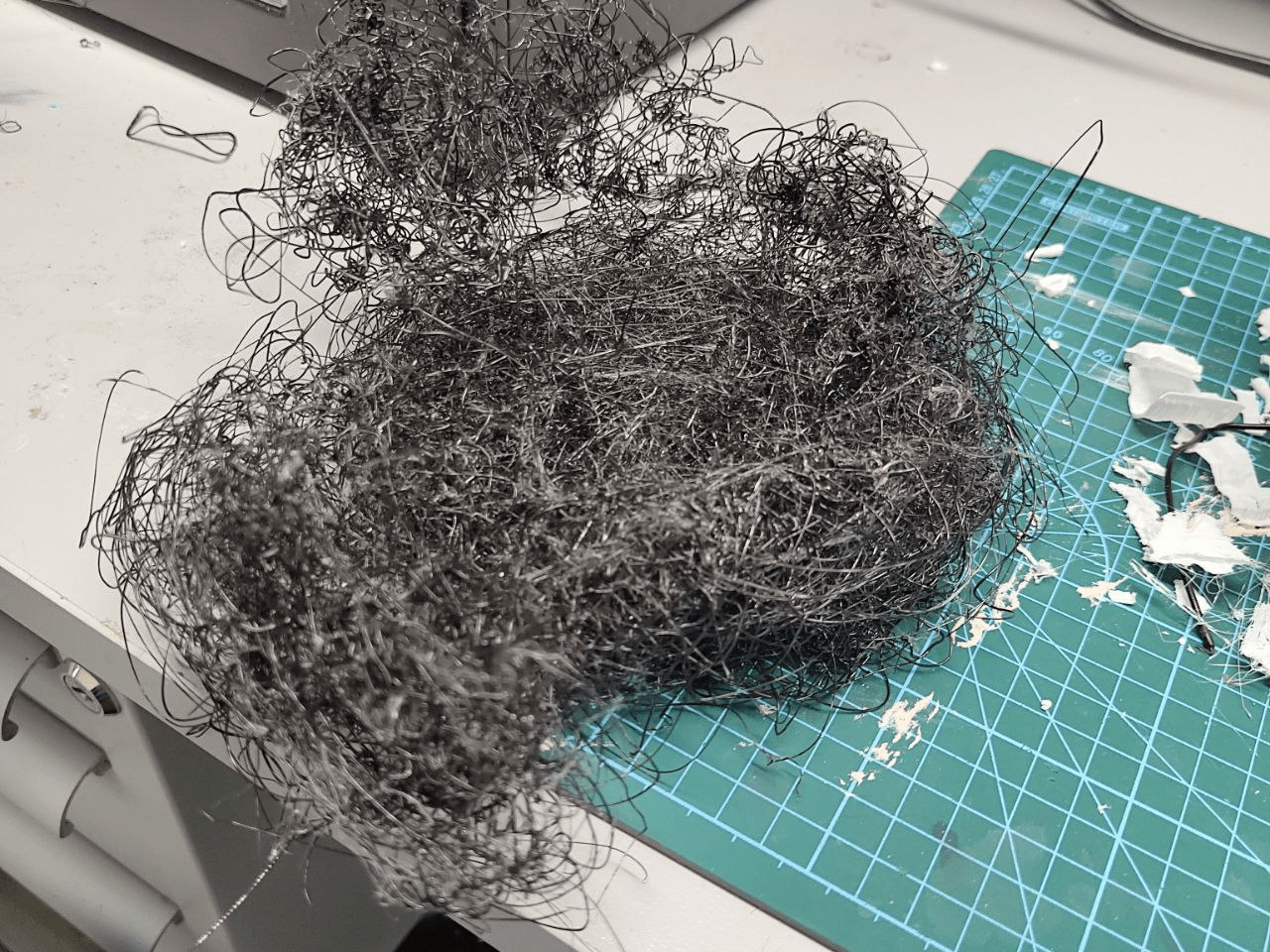
If the adhesion is too weak, the part will simply come off along with your last nerve cells and after a few hours of printing you will get something like this:
Layer adhesion is a touching ability of plastic layers to tolerate each other, which no team building will teach. With low adhesion, the layers behave like neighbors in a communal apartment: they seem to be next to each other, but at the first load they shout in unison: “I can’t stand it! Come on, move back three meters, you rabble!”.
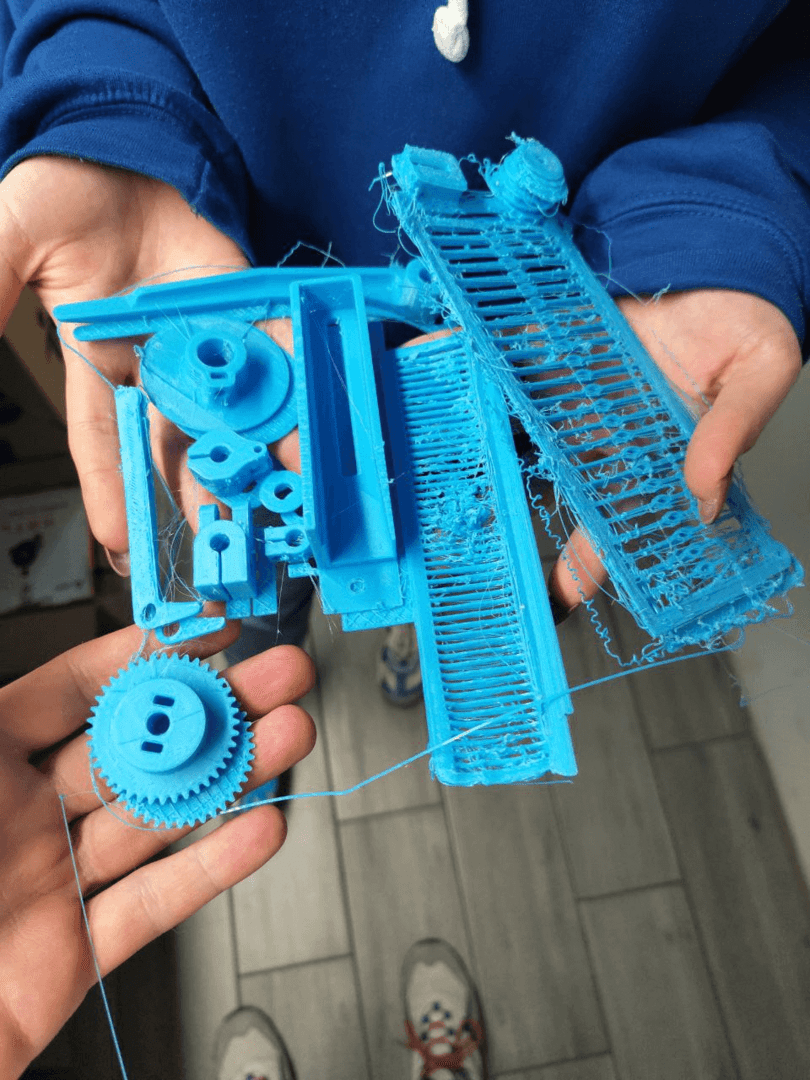
Stringing (or “hair”) is a tendency to form thin plastic threads between model parts, characteristic of PETG. In general, this affects mainly aesthetics (although a large number of such hairs may indicate an incorrect choice of printing temperature) and is fixed by hot air treatment (with a lighter or heat gun). In severe cases, ruthless mechanical post-processing using nippers, a clerical knife and other cold weapons. As a final step, you can sand down the affected areas to improve the surface quality.
Here is an example of a situation where a few mistakes during printing led to rapid hair loss in the author and hair growth in the printed part (don’t do this, and if you do, think about your behavior). By the way, plastic hair from such a part will be everywhere after post-processing.
The need for cooling determines how much the material needs to be blown by a fan to form clear details. If you can’t figure out what’s wrong with the print for a long time, the problem may be with it. Guessing with the blowing mode is the key to ensuring that the part doesn’t look like melted ice cream.
Transparency. Just be aware that some materials (PETG, PC) can be printed with a high degree of transparency.
Food safety. Hopefully, you don’t think about what’s printed on a 3D printer, but still remember the theoretical possibility of the product coming into contact with food. It’s important to understand that even food filaments are unsafe for food due to micropores in the print, where bacteria multiply.
Abrasivity is the ability of the material to wear out the printer nozzle. Pure plastics are not abrasive, but materials with additives (carbon fiber, fiberglass, metal) require a stable nozzle, since no one has canceled the friction force when feeding the material, and friction against the abrasive is still a pleasure.
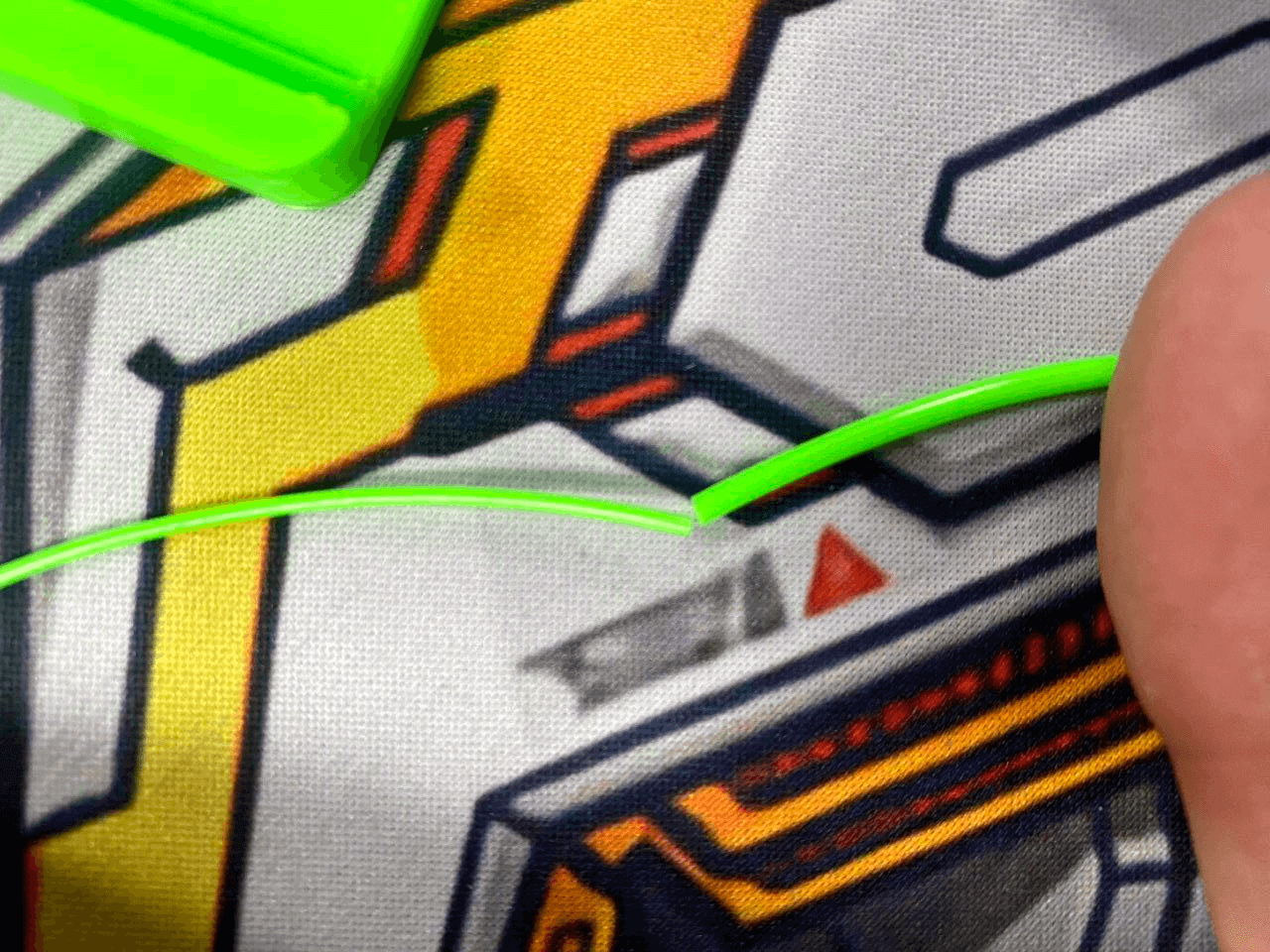
Oh, it is also worth noting that some plastics may have an unstable rod diameter, and you will find out about it at the most inopportune moment. The photo shows an example of comparing the thickness of the filament from one coil… Well, the situation is exclusively within the margin of error))
PLA is, without exaggeration, the most popular material in the world of amateur 3D printing. This is the Frodo of your reel. Modest, predictable, friends with everyone. It is not designed for harsh battles, ready to throw itself headlong into the embrasure of the first 3D printing attempts, but when the going gets tough, Sam will carry it … or someone else.
Varieties: PLA+, Silk PLA (silk, with shine), Wood PLA (with wood fibers), Glow-in-the-Dark (glowing), Metal PLA (with metal powder) and many others. PLA+ (or “reinforced” PLA) often has increased strength and impact toughness.
PETG is a compromise between the simplicity of PLA and the strength of ABS, just Sam, the golden mean of the Brotherhood. He is not a bumbler and not a warrior, he just does his job. He is the one you can rely on in 95% of situations. This is a practical little guy who will take your project to Mordor, even if he remains the last employee who did not burn out.
There are also various modifications with the addition of additives. For example, PETG-E and PETG-CF are PETG with additives that improve fluidity, or reinforced with carbon fiber for greater rigidity.
ABS is Aragorn. A real long-lived king, strong, who has gone through fire and water, with a slightly complex character. To reveal his potential, you need to accept him with all the difficulties: he requires special conditions (closed housing), and his vapors emit a little toxic in him. However, if you prove your suitability, he will become your most powerful ally.
The best sun of this universe is, of course, ABS+. Modified ABS with reduced shrinkage and improved impact strength.
Nylon is Gimli. Incredibly strong, the perfect warrior for battle will not die (gears, wear-resistant parts). But it has a fatal weakness in the form of wild hygroscopicity, and everyone knows that dwarves are not made for water.
It has interesting varieties: Nylon 6, Nylon 66, Nylon 618, Nylon 645. In general, they are also often reinforced with carbon fiber (Nylon CF) or fiberglass to increase stiffness and heat resistance.
TPU is a flexible and elastic material that opens up a class of “soft” 3D models.
In other words, it is Legolas. Incredibly flexible, elastic and elegant. It moves with a smoothness that is not available to others. Printing them requires the right equipment (direct extruder), otherwise its free nature will take over and you will get a boot in the back of the head (filament can get stuck in the extruder).
PC is Boromir. Extremely strong and heat-resistant. Working with it is like arguing with testosterone itself: you need incredible durability, extreme conditions (high temperatures) and a closed case so that it does not look at the Ring of Power. If you do not give it this, it will warp from dissatisfaction and die the death of the brave.
CF and GF are Pin and Mary. By themselves, they are nice guys who are not always greeted with a handshake, but when paired with more serious materials, they reveal their hidden potential, making them stiffer and stronger.
Carbon fiber significantly increases the stiffness and heat resistance of the base plastic, reduces shrinkage and warping. This is a more effective, but also more abrasive option, which requires a carbide or steel nozzle. Fiberglass, in turn, increases strength and stiffness less abrasively than CF, but also less effectively.
These are not independent materials, but composites based on nylon, PLA, PETG or polycarbonate. Here are examples of materials: PLA-CF, Nylon-CF (the most popular option), PC-CF.
Special Materials are Gandalf. They are for ordinary battles, and for solving impossible tasks by magical means. They appear when they want and where they want, hard to find, easy to lose, impossible to forget.
Here are some of the most popular special materials:
PVA (Polyvinyl Alcohol): Water-soluble support material. Used in dual extruder printers to print complex supports that then simply dissolve in water.
HIPS (High Impact Polystyrene): Similar to ABS in properties, but soluble in limonene (lemon oil). Also used as an ABS support.
Flex materials (TPE, TPC): Softer and more flexible analogues of TPU.
ASA (Acrylonitrile Styrene Acrylate): Similar to ABS in strength and heat resistance, but has high resistance to UV radiation and weather conditions. Ideal for parts that are constantly outdoors.
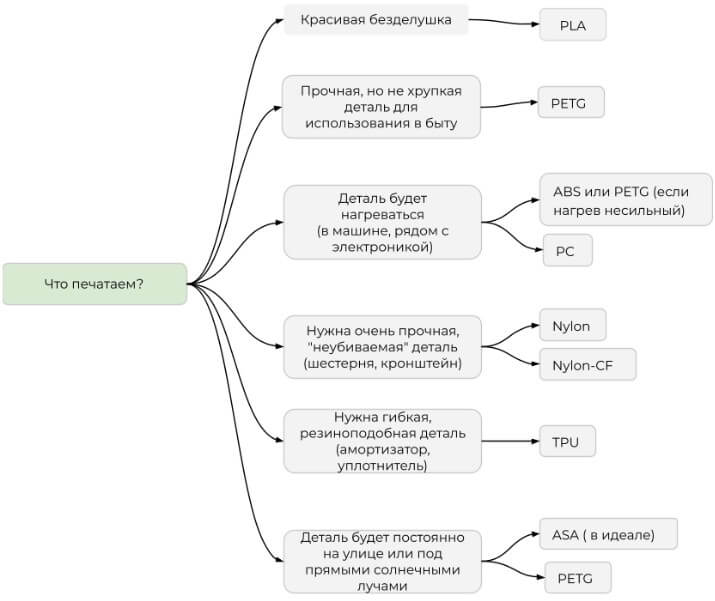
Choosing a filament for 3D printing is not about “which one is better”, but about which one is suitable for a specific task. The mechanical, thermal, chemical and technological properties of a material always work in conjunction, and ignoring at least one of these aspects is almost guaranteed to lead to problems during printing or operation of the part.
PLA, PETG, ABS, Nylon, TPU, PC and composites are not competitors, but tools with different natures and purposes. Understanding their strengths and weaknesses allows not only to obtain high-quality prints, but also to save time, nerves and consumables. If you clearly define the conditions of use of the part and correctly compare them with the properties of the plastic, 3D printing ceases to be a lottery and turns into a predictable and controlled process.